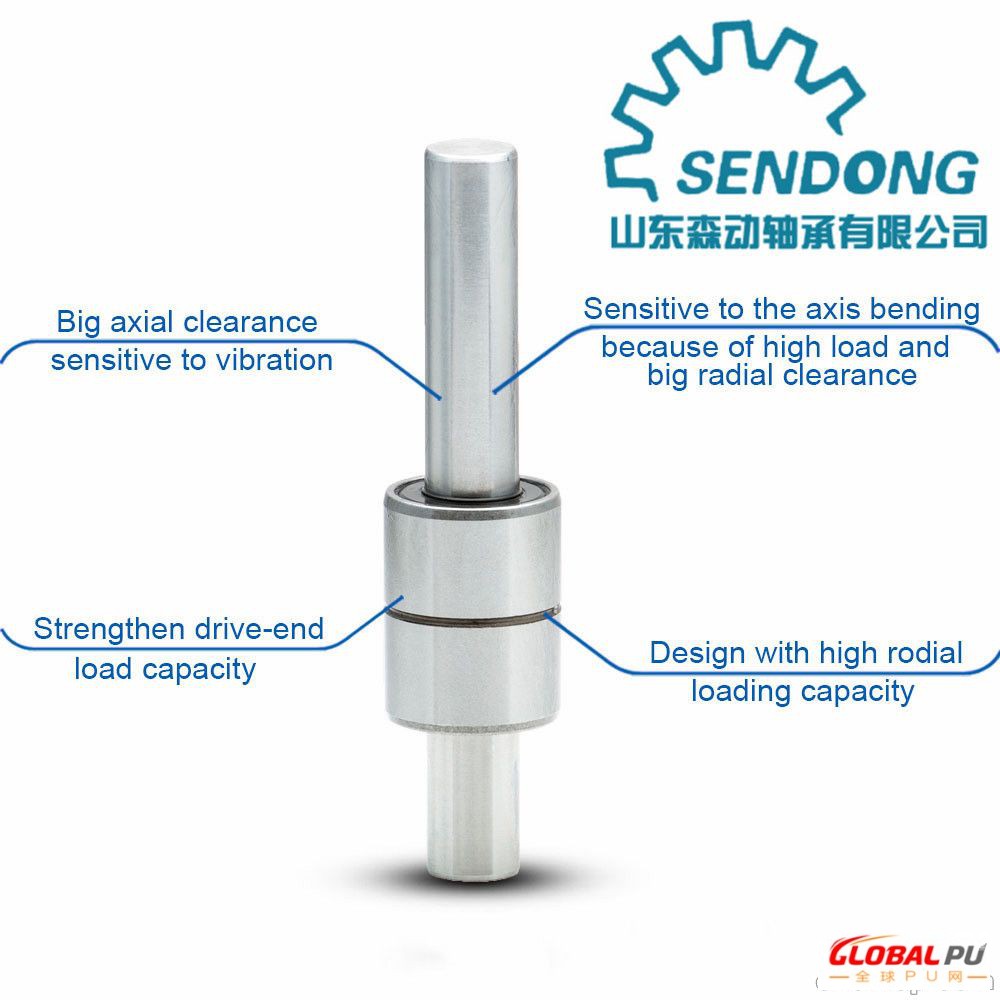
SENDONG安排人员到钢厂,现场配合安装支撑辊用四列圆柱滚子轴承,轴承是FCDP110148510/P53。支撑辊用四列圆柱滚子轴承,件可相互分离、精度高,成批次产品可达置互换,安装、拆卸、清洗方便。在给定的安装空间内,可提供大的径向承载能力,且具有较低的摩擦系数。适用于高速、重载、工作环境恶劣的轧钢工况。现场对轴承外形安装尺寸轴承座内径、支撑辊辊径尺寸公差进行了检测,检测结果如下;1)端面实际尺寸:509.6mm;2)外径实际尺寸:φ739.96mm;3)内圈滚道实际尺寸:φ600mm±0 ;4)内径实际尺寸:φ549.96mm;5)轴承座内径尺寸公差:φ740.08―φ740.20mm;6)支撑辊辊径尺寸公差:φ550.12―φ550.18mm;以上安装数据是符合装机要求的。如果要轴承装机后运转,上述尺寸还不够。在装机尺寸合格的情况下,还需做到如下要求;1)支撑辊轴承在线使用都是几个月的时间,所以轴承座内孔会有锈蚀等现象,因此要检测轴承座内孔外观质量,要点检查轴承座内孔是否有锈蚀,内孔有毛刺,内孔靠外侧是否有飞边存在,维护好的轴承座见下图;2)检查轴承座端盖止口,止口如果低于图纸要求不可以使用,在线上会造成外圈在工作时。3)检查轴承座供油管路是否,造成在线缺油而使轴承损坏。4)检查轴承装配倒角处是否圆滑过渡,如果存在应力点需要在现场作简单处理。5)冷轧轴承内圈滚道装机后需要与轧辊一体修磨。修磨要以轴承内圈外径为基准找正工件,可以内圈渗碳层周围厚度。6)确认内圈滚道装配后修磨尺寸,要修磨后尺寸与轴承外圈装机后游隙在C3组以内。7)检测轧辊直径与轴承内圈外径同轴度要使用检测工具。SHS25-170L(G=20,G=30)轴承、6302ZZ/2A轴承、CFT20UU轴承、6316LLB/5K22轴承、C-UCF210D1轴承、RNN40V-9轴承、NUP2216EC轴承、HR31318J轴承、CRSKY25X33X5.轴承、SAMICKLM40UUOP 轴承、20316K轴承、24148BK30.C2轴承、GCR23X40X10HMSA10V轴承、M224711轴承、70/1060轴承、22234RW33C3FY轴承、NUP312EM/P6轴承、N228E/P6轴承、NJ415/C3轴承、VKHB2155轴承、7028ACD/PA9A轴承、UELP-1轴承、43BWD03CA133**轴承、RNAST50轴承、K/17*23*18ZW轴承、FBW2560X-880L 轴承、VKJA8025轴承、NU316
轴承、6300ZZ轴承、GE750DW轴承、NU2330MN轴承、7200CTRSULP3轴承、M716649XA轴承、SP208轴承、2X254059A轴承、M-AELFL204轴承、BR26822轴承、594A74轴承、731678轴承、RCBAS4-15轴承、725U轴承、GENERAL22210-88轴承、TSE615轴承、DS210HX-PPWB轴承、STO30DZ-KB轴承、211ZJ轴承、TG305212CRS12NBR轴承、ZKLF50115-2RS-PE轴承、22317CY轴承、83B231DCS29轴承、SS604-2ZABEC7GPRJ轴承、6304LLB/3E轴承、CF16UU 轴承、LMFP40L轴承、NMB_DDLF1360ZZR轴承、H217X215轴承、98788#2轴承、NN3024KMSP轴承、511轴承、HK121812轴承、7411B-MP-UA轴承、SFT2轴承、nj326+hj326轴承、22248CM轴承、RB65G20T轴承、4T34307轴承、FYTB508轴承、LL428349/LL4283轴承、23124-E1-TVPB-C3轴承、、