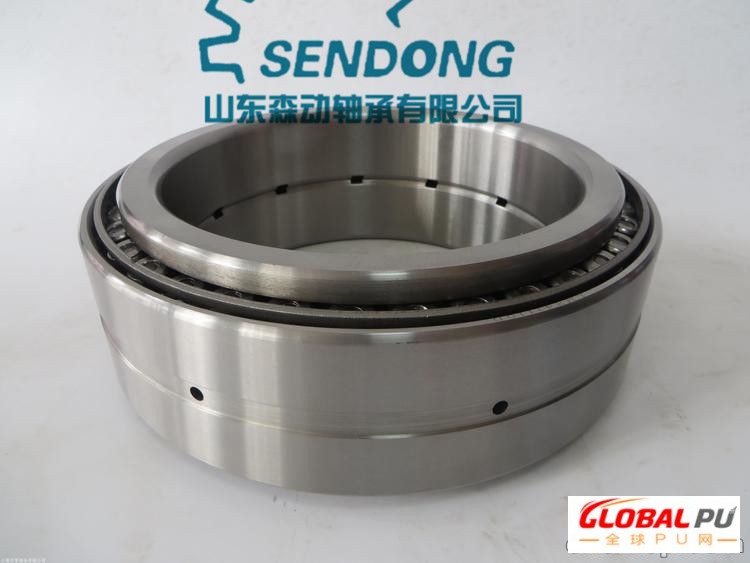
SENDONG安排人员到钢厂,现场配合安装支撑辊用四列圆柱滚子轴承,轴承是FCDP110148510/P53。支撑辊用四列圆柱滚子轴承,件可相互分离、精度高,成批次产品可达置互换,安装、拆卸、清洗方便。在给定的安装空间内,可提供大的径向承载能力,且具有较低的摩擦系数。适用于高速、重载、工作环境恶劣的轧钢工况。现场对轴承外形安装尺寸轴承座内径、支撑辊辊径尺寸公差进行了检测,检测结果如下;1)端面实际尺寸:509.6mm;2)外径实际尺寸:φ739.96mm;3)内圈滚道实际尺寸:φ600mm±0 ;4)内径实际尺寸:φ549.96mm;5)轴承座内径尺寸公差:φ740.08―φ740.20mm;6)支撑辊辊径尺寸公差:φ550.12―φ550.18mm;以上安装数据是符合装机要求的。如果要轴承装机后运转,上述尺寸还不够。在装机尺寸合格的情况下,还需做到如下要求;1)支撑辊轴承在线使用都是几个月的时间,所以轴承座内孔会有锈蚀等现象,因此要检测轴承座内孔外观质量,要点检查轴承座内孔是否有锈蚀,内孔有毛刺,内孔靠外侧是否有飞边存在,维护好的轴承座见下图;2)检查轴承座端盖止口,止口如果低于图纸要求不可以使用,在线上会造成外圈在工作时。3)检查轴承座供油管路是否,造成在线缺油而使轴承损坏。4)检查轴承装配倒角处是否圆滑过渡,如果存在应力点需要在现场作简单处理。5)冷轧轴承内圈滚道装机后需要与轧辊一体修磨。修磨要以轴承内圈外径为基准找正工件,可以内圈渗碳层周围厚度。6)确认内圈滚道装配后修磨尺寸,要修磨后尺寸与轴承外圈装机后游隙在C3组以内。7)检测轧辊直径与轴承内圈外径同轴度要使用检测工具。OPTXPZ850 轴承、ASTEPB2528-20轴承、22309W33轴承、8322H轴承、NU1048M1.C3轴承、ET-32207CRST轴承、C-UKP212D166轴承、UKF309D1轴承、7210BE2Z轴承、NA284230轴承、7011AC轴承、PWTR50.2RS轴承、10929/710U轴承、62032RS158轴承、LZ16.5轴承、NUP230ECMAC3轴承、23256YMBW507C08轴承、TS1808-300L轴承、K6013轴承、TJ75317轴承、SAF332轴承、kwve15b-e-g3-v1轴承、6006LLHAP63E/L453QMP7轴承、CS308LLU轴承、ADR.FR09轴承、LRJA1-1/4轴承、CRBS20013V轴承、6309ZZCM/5K 轴承、TG25477HMSA10NBR轴承、6005LLBC3/5C轴承、RC-12X18C轴承、32307CN轴承、24068RHAK30轴承、NMB_L2090ZZ轴承、CRB13025UUT1轴承、24156CAME4C4轴承、HJ2328EC轴承、NU2221E.M1轴承、1370×1605×210轴承、R4ZZ轴承、NJ2318W 轴承、SJ6768轴承、H7011AC轴承、22207CCKC3轴承、71911CD/HCPA9ADBB轴承、61905-ZZ轴承、6213S5ZZC5**X29UG1 KPMM 轴承、NN3032K/P5C9W33Y轴承、319313轴承、38BWD12CA133 轴承、7007A5TRDUMP3轴承、2222-K-M轴承、+CYR-9-S◆+CCYR-9S◆轴承、NN3052K轴承、SNH506TG轴承、10-60516-53轴承、68/1.5轴承、8ENK30X47X15轴承、7024CTRDUDLP3轴承、RCJ211/16轴承、SYH58FM轴承、ASE12轴承、62062ZC2轴承、CR-40轴承、22313-E-K-W33+AH2313轴承、MCGILLMI-14-N 轴承、6203ZCM/2A轴承、NU2216ECPC3MA轴承、UCFCX15D1轴承、、