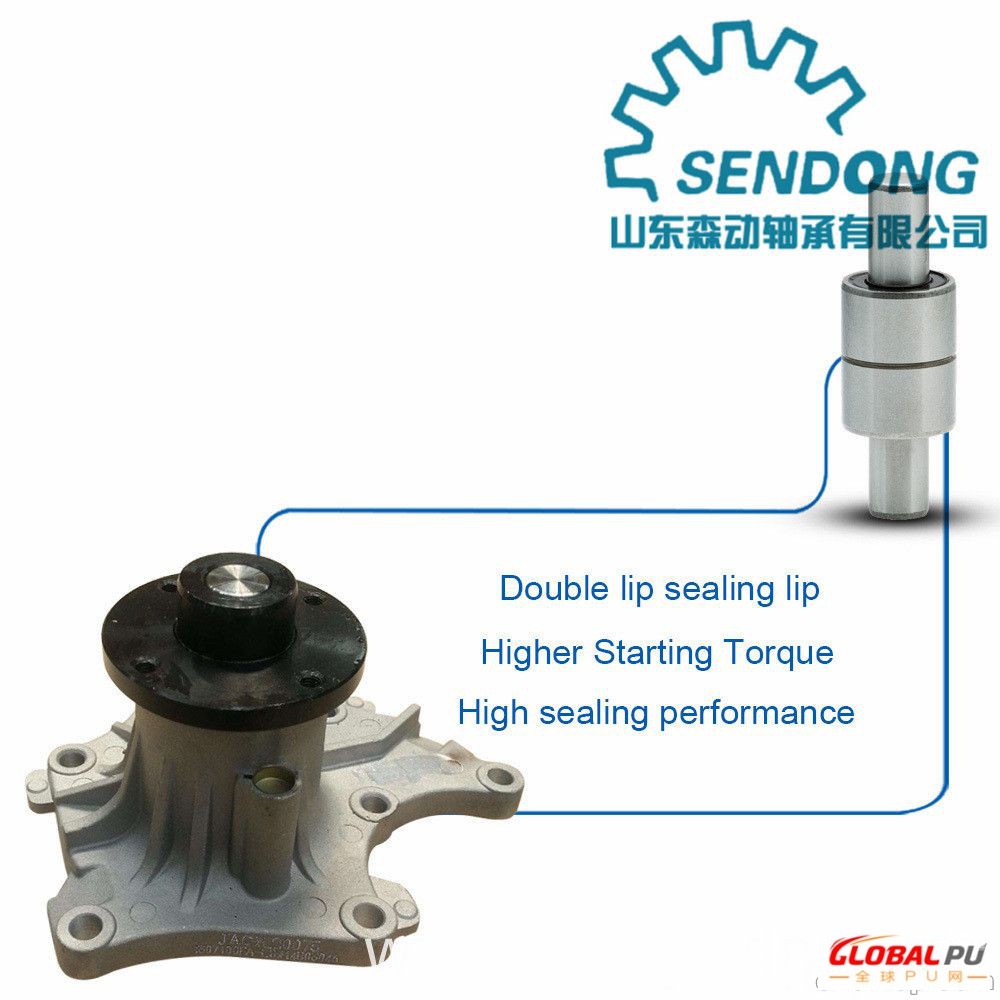
因此SENDONG将针对性的对待供货轴承结构及材质做出调整,以现场工况使用要求。1、轴承外圈的截面厚度调整厚度的调整,可外圈的整体强度,减缓因受到冲击及轴承座孔差对轴承外圈的。2、滚动体凸度的调整 滚动体的凸度值,减缓边缘应力对外圈承载区的。3、轴承硬度的调整 调整滚动体、内外圈之间的硬度配合,在硬度的前提下抗冲击载荷及材料韧性。4、保持架包裹率及厚度调整加重加厚保持架,保持架齿高于滚动体长度比例,加厚保持架对滚动体径向方向的包裹,保持架断齿、变形等问题。5、增加修磨量内圈增加0.05-0.1的修磨量,装入内圈后,贵司再次进行修磨,保障内圈于轧辊的同心度,内圈与轧辊同心不大于0.01mm 轧辊两端内圈直径差不过0.02mm 修磨好的轴承内圈表面粗糙度不大于Ra0.30.轴承现场安装及拆卸安装应遵守如下按章流程:(1)安装迷宫环(水套),迷宫环与辊颈的配合一般为较紧的动配合,安装时需用铜棒轻轻敲进。迷宫环的两端面须平行并与轴身台肩和轴承内圈紧密贴合,安装前件的完整及平整性清洁性,如轴肩及箱孔,须尖叫毛刺等,孔的尺寸公差符合:H7轴承公差符合:P6(3)安装内圈,四列圆柱滚子轴承的内圈与辊颈的配合为过盈配合,安装时应先将内圈加热到90-100℃。切勿过120℃,以止内圈冷却后回缩。加热方法可用油槽加热也可用感应加热,禁止用明火加热。用油槽加热时内径的量按下列公式计算: △d=12.5×10-6△t.d式中:△d--内圈内径加热后的量(mm)△t--油温与室温之差(℃),室温标准为20℃。 d--内圈内径(mm)在安装FCD型等双内圈时,在内圈冷却的过程中须沿轴向使内圈与内圈,内圈与迷宫环的端面靠贴,并用塞尺进行检验。(4)安装外圈 四列圆柱滚子轴承的外圈与轴承座内孔一般为过渡配合,可将外圈及滚子与保持架所组成的整体用铜棒轻轻敲入轴承座内。(5)安装合套后,进行旋转,旋转顺畅,发生的卡阻应拆开查验并查明原因。(6)检查密封圈的使用状态,如唇口断裂、骨架变形需要进行换。(7)轴承箱压盖与箱体端面锁紧应配合相应的胶垫,止泄压及外界乳化液及异物入侵到轴承。售后与服务改型轴承进场后SENDONG将委派人员及工程师协助LT的轴承安装及下机检测,轴承稳定的达到预期使用寿命,SENDONG售后24小时提供电话服务,12小时抵达现场服务。BA78ZOH轴承、42309EA轴承、GE80TE2RS2SPECIALSEALS轴承、CKZ-B80160轴承、OH308OHC96088轴承、LF-C(40L)轴承、R20轴承、3MM9330WI轴承、VP31-1NXR 轴承、NU209ECM/C3轴承、621F0-12001轴承、NNU4938BMSPW33轴承、LY-7022轴承、7217CDTP5轴承、RNA2282RS轴承、HCTR080702J/1D轴承、M/0405142轴承、E46213JY轴承、D1787/267MK轴承、SL01-4936A轴承、VKPC92630轴承、RSF-4840E4轴承、MB65-SA轴承、W3520-1轴承、6308-2RZN轴承、23938EMW33W89C3轴承、1312K.TVH.C3+H312轴承、6201LLBC3/L014轴承、CROR210.0X5.0轴承、380679X2/HC轴承、1080924轴承、RB41275G28轴承、TU20WL轴承、MWH085C1B182T014轴承、7207CDGAP4A轴承、TTSV525轴承、ZARN70130-L-TV轴承、3134轴承、231/900CAKME4轴承、6002LLH(CM/5KQHK)轴承、OPTSPZ987 轴承、22322CCKJAW33VA405轴承、轴承 轴承、4TLM613449轴承、F-208801.04.HK轴承、F-91860轴承、K5379轴承、53856HK轴承、CRS.K110轴承、37PP2轴承、2MMV9102HXCRDUL轴承、H309X 轴承、MR470683轴承、6301ZZC3E2轴承、85×120×23轴承、1746207-107轴承、VKBA5125轴承、440182A轴承、21021轴承、H214Z轴承、PHS16B1B23轴承、21311E1TVPB轴承、EGB2520-E40-Y轴承、38764轴承、395-CS轴承、N313W
*5
轴承、7026ADT轴承、NU219轴承、1R110X120X4015轴承、、